
When the Rubber Meets the Load
Manufacturing Silicone Rubber Heaters
Manufacturers use a combination of physical and chemical processes to turn a fragile metal film into a precision heating element encased in silicone rubber. During manufacturing, a sheet of metal foil is laminated, etched, cleaned, vulcanized, and welded to eventually become a resistor for generating heat. The process largely revolves around the delicate handling of this fragile metal film. This article offers a brief overview of the steps involved when manufacturing etched foil silicone rubber heaters (also referred to as silicone rubber heating mats, pads, and blankets.)
You can view specs and sample images of our heaters on our Silicone Rubber Heaters page.
Metal Foil
 The outside portion of the heater that we see and touch is made of silicone rubber. If you slice off the top half you’ll find a thin layer of metal with a unique geometry. That is the heating element. Material compositions include Inconel, copper-nickel, stainless steel, and more.
The outside portion of the heater that we see and touch is made of silicone rubber. If you slice off the top half you’ll find a thin layer of metal with a unique geometry. That is the heating element. Material compositions include Inconel, copper-nickel, stainless steel, and more.
One particular concern when working with metal foil is that it is easily damaged. Those blemishes can create defects as your heater material moves down the production line. Metal foil is handled and moved through eight major steps along the way to completion. That doesn’t include the rinsing, washing, and blow-drying that occur throughout the process. It is all too easy to bend, crease, and ding the thin-film. Thin-film metals that have stiffer properties tend to damage more easily as they have less ‘give’ in a binding situation.
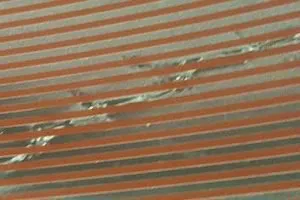
The image above is an etched foil that was not properly handled prior to the chemical process. It became damaged and was no longer a perfectly smooth sheet. If you start with really good materials that have been handled properly then it makes the entire process that much more successful.
Manufacturers can buy panels that are pre-made with a sheet of metal attached to a silicone rubber substrate. The manufacturer can also make their own panels or rolls. At the time of this writing, the pre-made variety is available with a limited range of specifications, which will ultimately limit your design. TUTCO-Farnam engineers custom heaters for specific applications. Making our own material allows us the design freedom to make heaters for any application.
The Pre-Wet Process
Vulcanization
Manufacturers making their own materials will vulcanize the foil to a panel or roll of silicone rubber. This is another step that requires careful handling of the material.
Cleaning

Cleaning is something that is done throughout the entire process. The metal gets prepared with an alkaline and then an acidic solution with rinses in between. The purpose is to clean oils and greases, energize the surface for proper adhesion and to give the metal a microabrasion. When passing the foil through caustic or acid the foil is kept taut and straight with surface tension in such a way that it doesn’t get crumpled. Any disturbance to the surface will have a cascade effect turning into manufacturing problems throughout the process. The image to the left shows a foil that has taken a few dings and will not be used to manufacture heaters.
Lamination
 Once the roll or panel has come out clean and dry from the previous processes, the material gets run through the laminator to get the dry film adhered to it. Any wrinkles on the foil will result in bad lamination, which will cause further problems down the line. Moisture, cold lamination rolls, dirty surfaces, and bad film tension also make it difficult to achieve tight wrinkle-free adhesion.
Once the roll or panel has come out clean and dry from the previous processes, the material gets run through the laminator to get the dry film adhered to it. Any wrinkles on the foil will result in bad lamination, which will cause further problems down the line. Moisture, cold lamination rolls, dirty surfaces, and bad film tension also make it difficult to achieve tight wrinkle-free adhesion.
The lamination material is made from a photosensitive monomer. The monomer becomes a polymer anywhere that it is exposed to light from the exposure unit. Excess lamination material that hangs off the sides (aka. ‘wings and tails’) gets trimmed to prevent flaccid edges from catching on equipment or rolling up on a bar. It is best to keep it tidy.
Exposure

A negative of the heater image is placed over the ‘exposure’ surface followed by the lamination on top of the negative. It is essentially a black & white photo negative of the heating element geometry. This is yet another step where everything needs to be clean, dust-free, and scratch-free. During exposure, the dry film that receives the light changes color due to the cross-linking of the monomers. These cross-linked monomers are now polymers. The remaining monomers (those that did not receive light) can then be removed with chemicals in the developer process thus exposing the metal. The newly formed polymers are insoluble in the developer and will stay behind to protect the metal. Anywhere that we have a polymer (where the light was able to pass through) will not be removed and will stay adhered to the metal protecting it during the etching process. In photopolymer lingo, this protective polymer is called a ‘negative photo-resist’.
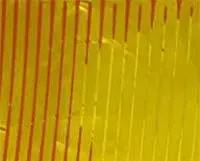 The negative used to transfer the heater shape needs to be tight to the panel so that light doesn’t leak around it and create unwanted impingement. The image to the right is a close-up view of an etched foil where the negative, lamination, and panel were not flush during exposure. In this instance, there was a small gap or bubble on the right side of the image that allowed light to make its way around the negative.
The negative used to transfer the heater shape needs to be tight to the panel so that light doesn’t leak around it and create unwanted impingement. The image to the right is a close-up view of an etched foil where the negative, lamination, and panel were not flush during exposure. In this instance, there was a small gap or bubble on the right side of the image that allowed light to make its way around the negative.
The Wet Process
Manufacturing silicone rubber heaters involves cleaning and etching. These are chemical processes. Multiple dilutions need to be analyzed at regular intervals to make sure the correct concentrations of the solutions exist. Titrations and pH calculations are monitored regularly so that solutions can be effective and consistent.
Developer
This is the first step of what we call ‘the wet process’. Once you cross-link your monomers in the geometry that you want, it is time to bring your panels through the developer module.  The developing process uses a solution that dissolves the monomers but not the polymers. We are dissolving anywhere that the negative (the one we used in the exposure process) blocked light and did not allow a polymer to occur. As the heater panel or roll comes out of this module you’ll have bare metal everywhere light did not touch and you’ll have your protected heater pattern covered by polymer anywhere the light did shine through the exposure unit. You’ve protected your metal with a polymer and any exposed metal will now be etched off through the etching process. Another rinse/dry and you’re ready for etching.
The developing process uses a solution that dissolves the monomers but not the polymers. We are dissolving anywhere that the negative (the one we used in the exposure process) blocked light and did not allow a polymer to occur. As the heater panel or roll comes out of this module you’ll have bare metal everywhere light did not touch and you’ll have your protected heater pattern covered by polymer anywhere the light did shine through the exposure unit. You’ve protected your metal with a polymer and any exposed metal will now be etched off through the etching process. Another rinse/dry and you’re ready for etching.
Etchant
This is the step when unwanted metal gets removed leaving behind the heating element shape we desire. Ferric Chloride (FeCl3) with a mild Hydrochloric Acid (HCL) solution at the correct temperature will dissolve all of your metal relatively quickly. This is followed by a couple of rinses and blow-drying. The type of metal being etched will make a difference in etching time, conveyor speeds, and chemical concentrations. Chemical levels need to be monitored as the solution will leave the chemical wells due to off-gassing and drag-out.
Stripper
The polymer that has been protecting the heating element shape from the etchant now needs to be removed. The stripper solution dissolves the polymer but does not affect the metal. Once again rinse and dry.
Finishing
 A top panel gets vulcanized to the heater entombing our shiny new metal heating element within silicone rubber. The heaters are cut-out from their roll or panel and lead wires are welded in place. Thermocouples and custom vulcanization available as specified. Your custom silicone rubber heaters are now ready to be packaged and shipped.
A top panel gets vulcanized to the heater entombing our shiny new metal heating element within silicone rubber. The heaters are cut-out from their roll or panel and lead wires are welded in place. Thermocouples and custom vulcanization available as specified. Your custom silicone rubber heaters are now ready to be packaged and shipped.
TUTCO-Farnam designs and manufactures custom silicone rubber heaters for orders large and small. From Medical and Laboratory to Energy and Electronics we have the skills and experience to solve your unique heating challenges. Tell us about your project and see what TUTCO-Farnam can do for you.
