As the name implies, duct heaters are generally designed to be installed into ducting. They are usually installed through the side wall to cause the air in the duct to be heated as it flows around and through the open-coil elements.
Duct heaters made by TUTCO-Farnam are not for HVAC use. They are for industrial type applications and are not built to the standards required for the typical residential HVAC. For HVAC applications go to www.tutco.com/duct-heaters/.
Sizes and Shapes
At TUTCO-Farnam the standard shape is square, but rectangular duct heaters are common as custom-built units. Round duct heaters are also possible for unique applications.
Our pre-designed square duct heaters are offered in 6”, 12”, 22” & 36” sizes.
Circuit Types
Single-phase and three-phase duct heaters are available in voltages up to 600V.
We make individual duct heaters from less than 1kW up to 75kW.
A duct heater may be configured in stages, if desired. Each stage is a ‘stand-alone’ circuit. Multiple stages may be used for different reasons via a dual controller, if desired.
Each stage may be powered up separately to achieve various levels of heat output.
Each stage may be wired independently to minimize the amp load, which allows smaller gauge cables. They may still be operated in unison.
Watt Density
Watt Density of the heater coil is the watts per square inch of the surface area of the coil wire.
Watt density is not normally specified by the user, however, one may specify a ‘not to exceed’ limit on the watt density. Watt density can range as high as 90 W/In² but lower numbers are preferred. A watt density of 50 W/In² is very conservative. Generally, the life of the coil is shortened as the watt density increases.
Min/Max Flow Rates
The minimum and maximum flow rates are calculations based on the velocity of the air and the area of the duct.
We suggest a minimum of 200 fpm of air flow, but more is better, if possible. Without adequate airflow most duct heaters are apt to fail due to coil overheating and result in breakage.
The airflow is required to keep the coils from overheating.
We suggest a maximum of 7000 fpm of air flow, primarily to avoid deflection of the coils due to the ‘wind resistance’. Of course, a light gauge coil is much more susceptible to deflection than a heavy gauge coil would be. Light gauge coils are avoided whenever possible for this reason.
Installation Concerns
The primary concern with installation of a duct heater is the orientation of the heater with respect to the axis of the coils. The coil axis must be horizontal. That means the termination plate (face, or front) of the heater is mounted to a vertical side of the duct.
Horizontal mounting assures the coils are adequately supported by the ceramic bushings. If the heater were to be mounted vertically, the coils could sag down to the point of shorting the coil wraps together. They could also drop out of the “bottom” bushing and short to the ducting.
Should the application require multiple heaters, avoid mounting them closely side-by-side. Instead, leave at least a few inches between them. This allows the air to mix or blend before it encounters the next bank of heater coils.
When a thermocouple is to be mounted downstream, it should be mounted away from the heater for the same reasons as above. Thermocouples should also be long enough to reach well into the duct, away from the less-mixed (and cooler) air near the walls.
Summary
Your TUTCO-Farnam duct heater will have a long life when it’s properly installed and operated.
Thermodynamics, specifically heat transfer, is used throughout our daily lives, but not always thought of. A common practice of cooking breakfast would be one simple example. You place one type of media, your frying pan, onto a hot surface and apply the “heat”, which is your source of energy, to cook the food. The heat transfer that is occurring between the higher temperature stove-top and the cooler frying pan is a great practical application. It is also a simple example of the second law of thermodynamics, “Heat cannot, of itself, pass from a lower temperature to a higher temperature.” Thus, for heat transfer to occur, we can state that a temperature difference must exist between two mediums.
As we further study heat transfer and any thermal system, we will need to consider the three types of heat transfer, which are conduction, convection, and radiation. In many cases, you can have two or even all three sources of heat transfer happening simultaneously. As each form of heat transfer is briefly discussed I will list an example in the following paragraphs.
In order to fully understand how conduction, convection, and radiation are affected, you must consider the rate at which a certain medium will affect your system design. The rate at which energy or heat is absorbed or dissipated is dictated by the thermal conductivity of a material or combination of materials, temperature difference, area of the surfaces, and mass of the combined components. By varying the previously mentioned attributes, one can increase or decrease the speed and efficiency of a thermal system.
Now let’s look at a short study of each type of heat transfer. The first form is conduction. Conduction is a thermal process that occurs between two surfaces in contact with each other, where a temperature gradient exists, or even in one material that has a temperature gradient between two planes. If we use a simple experiment of a uniform bar of cross-section A, perfectly insulated on all sides except at the ends; where heat can only flow in the ‘x’ direction (see Fig. 1). If the bar is maintained at t1 on one end and t2 at the other end, Q (BTU/Hr (BTU = British Thermal Units, HR = Hours) will be transferred steadily from the entry, at location 1 to the exit at location 2. The rate of heat flow (heat flux) is directly proportional to the cross-sectional area and temperature difference from point to point of the bar. You may want to compare the cross-sectional relationship of the bar to how water flows through a pipe. The larger diameter of the pipe, the more flow of water (energy) it can transfer. If we now determine how the length of the bar will affect the heat transfer rate, we double the length (2L). It is found that the heat transfer rate is cut in half, which demonstrates that the heat transfer is inversely proportional to the length of the bar.
Fig. 1
Equation 1 shows mathematically the relationship of all the factors, where the proportionality constant, k, is a property of the material called thermal conductivity. The negative sign has been included in equation 1 to indicate a positive heat flow. The conductivity, k, is usually a function of temperature, but for moderate temperatures and temperature differences, it can be considered a constant.
Equation 1: Reference bibliography
Example: A plane wall constructed of solid iron with thermal conductivity 70 W/m°C, thickness 50 mm and with surface area 1 m by 1 m, temperature 150°C on one side and 80°C on the other.
The second form of heat transfer is convection. Convection is the transfer of heat through the motion of a liquid or gas relative to the body of material. There are two types of convection, forced convection, and natural convection. If the motion of the fluid is caused by the different densities initiated by the different temperatures in various locations of a fluid, it is known as natural convection. If the motion of the fluid is caused by an external force, such as a fan or blower in air heating then it is considered forced convection. With natural convection, the minor temperature differences in a fluid can cause heat transfer. For example, a room in your house could have small temperature differences from an outside wall to an interior wall. Those hot and cold particles coming into contact with the wall will collide and cause a transfer of energy. The equation for Newton’s law of cooling helps explain how basic convection is mathematically represented (see Equation 2). It is much more in-depth to explain forced convection, so that could be covered in future articles.
Equation 2: Reference Bibliography
Q = heat-transfer rate (BTU/hr)
A = heat-transfer area (FT2)
∆T = temperature difference between the surface and the bulk of the fluid away from the surface (°F)
h = coefficient of heat transfer (BTU/hr – ft² – °F)
Example: Fluid flows over a plane surface 1 m by 1 m with a bulk temperature of 50°C. The temperature of the surface is 20°C. The convective heat transfer coefficient is 2,000 W/m2°C.
The third and final form of heat transfer is radiation. Radiant heat transfer differs from the other forms. Radiation does not require any medium to transfer heat. Radiant heat transfer is similar to the “electromagnetic phenomenon” similar to light, x-rays, and radio waves. In this case, a transfer of heat occurs when the absorption of energy is greater than what is radiating from the same body. A body that absorbs all radiation and does not radiate any heat energy itself is considered a “blackbody.” The small amount of heat that is reflected is considered the body’s reflectivity, the amount of heat absorbed is known as absorptivity, and the effectiveness of as a thermal radiator is known as emissivity. The radiant heat transfer rate is shown in equation 4.
Equation 4
σ = Stefan-Boltzmann constant = 0.173 x 10 – 8 BTU/hr – ft2 – °R4 (in SI – 5.669 x 10-8 Watts/m2 – °K4)
Fe = emissivity factor
FA = Geometric factor to allow for the average solid angle through which one surface “sees” the other
Example: Radiation from the surface of the Sun If the surface temperature of the sun is 5800 K and if we assume that the sun can be regarded as a black body the radiation energy per unit time can be expressed by modifying (1) like
q / A = σ T4
= 5.6703 10-8 (W/m2K4) (5800 (K))4
= 6.42 107 (W/m2)
All three of the previously mentioned heat transfer factors must be considered when sizing a heater for any application. If a band, cartridge, or a strip heater, is selected, all of these elements work on the same design principles. The system can be insulated to improve efficiency during operation and controlled to more accurately provide heat. The final power requirements and efficiencies will depend on a well-designed system that eliminates heat loss and offers close control. A good rule of thumb, after the initial requirements are determined, that a designer uses a 25% service factor or a 1.25 multiplier for the wattage output of the system.
Bibliography Equation 1, 2, 3 and Table 1 from “Thermodynamics and Heat Power”, Sixth Edition by Irving Granet and Maurice Bluestein, Copywrite 2000, Published by Prentice-Hall, Inc., Upper Saddle River, New Jersey 07458
Footnotes 1 See page 581, from “Thermodynamics and Heat Power”, Sixth Edition by Irving Granet and Maurice Bluestein, Copy-write 2000, Published by Prentice-Hall, Inc., Upper Saddle River, New Jersey 07458
When designing an electric heating system for industrial processes, many factors must be addressed. These factors routinely include required power, location, ducting, air source, and controls, but circuit protection is often overlooked. Proper circuit protection is of utmost importance not only for safety but also to avoid costly downtime and repairs to the system. Electrical branch type and size of protection are important considerations when adding circuit protection to a heating system. Depending on the type of controls employed, the speed of operation can also be a factor.
There are two common primary types of overcurrent circuit protection: circuit breakers and fuses. The type of protection required depends on the type of control system used. A simple convection heater system, using only a heater and blower or fan, can be effectively protected with a circuit breaker. However, more complicated systems that add controls tend to need more complex protection.
Proper sizing of the circuit protection is the first step. The current value of the protection should be 125% of the maximum continuous amperage drawn on the circuit. This sizing will eliminate any false tripping or open fuses in the system.
Example: A heater rated for 10kW at 480V 3PH is being installed in a drying system. The heater will be operated at full power with no control over its output. It will be coupled with a 6 HP regenerative blower in the same circuit that is rated for an airflow of 200 CFM at 5.2A maximum load at 480V 3PH 60Hz. What size circuit breaker or fuse would be adequate for branch circuit protection of this system?
First, let’s find the line current on the heater:
Where: A = Line Current, W = Total Heater Wattage, V = Line Volts
Since the blower is rated at 5.2A, the continuous load of this circuit is 17.2A. 125% of 17.2A is 21.5A and so this circuit will require a 25A common trip circuit breaker. If the load is a delta circuit, a three-pole circuit breaker should suffice. However, if the load has a neutral connection, then a four-pole circuit breaker should be employed to ensure a positive disconnect of the neutral wire.
If the above heater system included a temperature controller to regulate the power to the heater, it would be wise to verify the means employed to fire the power circuit. In most modern heater controls, a PID temperature controller receives feedback from a temperature sensor at the exhaust end of the heater. This temperature controller then produces a control output that turns a solid-state device on and off depending on the control state. The solid-state device then delivers power to the heater.
Solid-state devices for heater applications generally are either a silicon-controlled rectifier (SCR) or a solid-state relay (SSR). Both of these devices are effective at handling the power loads required in a heater circuit. Although these devices are ruggedized for industrial applications, they are very sensitive to overcurrent and short circuit conditions. Since they tend to fail closed, it is extremely important to ensure they are protected.
There are several types of overcurrent protection devices on the market targeting semiconductors. When protecting these types of devices, the first step should be to determine the I2T rating requirement of the semiconductor. I2T is the amount of energy required to clear the electrical fault. Generally, a circuit breaker will not react quickly enough to save the semiconductor device and should be avoided. There are two types of semiconductor fuses on the market; gR-type and aR-type. The aR-type fuse is most suitable for this type of application since they are faster acting than the gR-type fuses. The aR-type fuse is often labeled as ultra-fast or ultra-rapid. Each wire in the branch circuit supplying the temperature controller should have an aR-type fuse installed. Calculations for sizing of the protection devices are the same as provided in the previous example.
Although this information has been carefully considered, always consult local and national electric codes when installing new electrical equipment.
Once process equipment is designed and placed into service, the importance of each individual component is frequently forgotten. Unfortunately, heaters often find themselves in this situation until there is a failure. Since heaters usually play an integral role within the application, any failure can rapidly expand to a major issue or shutdown. The good news…many of these disasters can be avoided by increasing the mean time between failures!
Let’s discuss how heaters fail and what can be done to maximize their service life.
During normal heater usage, nickel-chrome (NiCr) alloys form a protective chromium oxide (Cr2O3) layer when heated to 800-900°C in the presence of air. The oxide layer is relatively thick and greenish in color and has a tendency to flake off during thermal cycling. This flaking exposes the base metal to further oxidation, eventually leading to element failure when the chrome is depleted.
At temperatures above 1000°C, Iron-chrome-aluminum (FeCrAl) alloys form an oxide comprised mainly of alumina (Al2O3). Like chromium oxide, an iron-chrome-aluminum oxide is very stable. However, it has one very important difference. It is very thin and adheres very well to the base metal, making it less likely to flake off and lead to product contamination. As the element is thermally cycled, small cracks may develop in the oxide, which eventually will lead to aluminum depletion in the base metal.
Below the temperatures mentioned above, the oxide layers are quite complex but less conducive to preventing heater failure. In general, all resistance heating alloys have a practically unlimited life below 600°C provided they are not exposed to any chemically, mechanically, or electrically damaging conditions.
Although resistive alloy heaters are inherently self-destructive, there are many practices that will aid in preventing a premature heater failure.
Contamination is a frequent cause of heater failure. Do not expose elements to any liquids, conductive or nonconductive solids, or contaminating gases. Always ensure your heater supply air is clean and contains no moisture or lubrication. Also keep in mind when not in use, many processes allow product and/or byproduct to flow upstream and contaminate the heater from the exhaust end.
Excessive temperature cycling is very detrimental to the life of a heater. The most detrimental is the cycle rate that allows full expansion and contraction of the heater resistance alloy. A heater’s wattage should be matched as closely as possible to the application’s actual load requirements to limit thermal cycling. The problem with cycling is the oxide will either crack or spall off exposing the base material to further oxidation and eventual failure. The most effective way to minimize heater element temperature cycling is to use a process thermal controller. A solid-state relay and PID temperature controller combination provides the best performance for both the thermal system as well as for the heater itself. Solid-state switching devices cycle power to the heater very rapidly. This fast-power cycling dramatically reduces heater element wire temperature excursions and substantially extends heater life.
Just as the expansion and contraction of thermal cycling will damage the oxide layer, excessive movement and vibration can be equally destructive. During high levels of movement and vibration, the element may contact conductive or nonconductive structures and supports within the heater assembly. Contact with conductive objects may lead to instant failure by ground short. Contact to nonconductive objects may physically damage the oxide layer and may even damage base metal structure under extreme conditions. It is best to isolate the heater from as much movement and vibration as possible to prevent this type of damage.
It is essential to ensure a heater’s rated voltage matches the supply voltage. Heater wattage increases with the square of the increase in voltage applied. This will negatively impact heater life by significantly raising element operating temperatures.
Perhaps the most important practice is to properly design the process around the heater. Ensure controls are in place to prevent heater failures caused by system failures. Use flow sensing devices to prevent heater operation during periods of insufficient airflow. Devices to monitor process air or heating element temperatures should also be incorporated to ensure temperatures cannot exceed established threshold limits. The use of these types of devices can nearly eliminate the possibility of immediate heater failure during an outside-of-normal system operating condition.
These are only a few examples of conditions that can significantly reduce the life of a heater system. Take time to evaluate your system to ensure you avoid premature heater failure.
The majority of TUTCO–Farnam Custom Product’s heaters are used to heat an air flow. When determining the power required to heat a stream of air, invariably two questions will come up.
How much “stuff” do we have to heat up? In more technical terms, what is the mass flow rate?
How hot does the air have to get? In other words, what is the temperature rise required?
We are going to concentrate on the first question. In the US, it is very common to see the volumetric air flow rate stated in units of Cubic Feet per Minute. Whether it is supplied by a fan, blower, or compressed air line, the volumetric air flow rate is simply stating the volume of air passing through over a given unit of time. SCFM is an acronym for Standard Cubic Feet per Minute, with “Standard” implying standard conditions. For the sake of this discussion, we are going to assume standard conditions of 1 atm and 68°F. Different industries and standard organizations actually cite slightly different values for what standard conditions are, but we are going to save that discussion for another time.
Cubic Feet per Minute = CFM = ft.3/minute at actual conditions
Standard Cubic Feet per Minute = SCFM = ft.3/minute at standard conditions (1 atm = 14.7psi, 68°F )
Why do that?
A volumetric flow rate with units of CFM implies that the flow rate was measured at actual conditions (actual pressure, actual temperature). The distinction between SCFM and CFM is important because air density will change with pressure and temperature. This can be seen from taking a look at the ideal gas law. As you may remember, density = mass/volume. When the ideal gas law is rearranged, the air density can be seen to be proportional to pressure, and inversely proportional to temperature.
PV = mRT → ρ = m/V = P/RT
Air density at standard conditions = .0752 lb./ft3
Since the air density of an air flow stated at standard conditions (SCFM) is always the same, it is essentially a mass flow rate! Stating an air flow in units of SCFM makes it easy to compare conditions, and certain calculations simpler.
ρ = m/V → m = ρV →m/t = ρ (V/t)
mass flow rate = density* Volumetric flow rate
How do I convert to SCFM?
We can easily derive the conversion equation from the ideal gas law and the mass flow rate equation above. The mass flow rate is equal whether the flow is stated in CFM or SCFM.
Note: The ideal gas law uses absolute pressures and an absolute temperature scale.
SCFM = CFM * (Pactual/14.7psi)*(528°R/Tactual)
Let’s put it to use
Case 1
We need to heat up an air flow of 25 CFM at a pressure of 30 psig, and 90°F up to 200°F.
Convert flow to SCFM:
30 psig = 44.7 psia, 90°F = 550°R
SCFM = (25)*(44.7/14.7)*(528/550) = 73 SCFM
The equation Q/t = (m/t)*cp*ΔT can be approximated for air to:
Power [Watts] = (1/3)*SCFM*ΔT [°F]
Power [Watts] = (1/3)*73 SCFM* (200°F – 90°F) = 2676W
If we assume 15% more power for various losses, 3100W will be required.
Case 2
We need to heat up an air flow of 200 CFM from 60°F up to 200°F using a blower operating at a static pressure of 2 in.H2O.
Convert flow to SCFM:
2 in.H2O = .072 psi = 14.772psia, 60°F = 520°R
SCFM = (200)*(14.772/14.7)*(528/520) = 204 SCFM
Power [Watts] = (1/3)*204 SCFM* (200°F – 60°F) = 9520W
If we assume 15% more power for various losses, 11kW will be required.
Conclusion
For Case 1, if we had merely plugged in 25CFM into the above equation, we would have been undersized by a factor of about three. For Case 2, if we would have used 200CFM, we would have been under by 2% if we had not converted to SCFM.
Grounding in General Grounding is often treated as an afterthought, but not all grounds or ground connections are the same. Too often we just assume that any ground connection will be a ‘good’ one. Grounding a device generally serves two purposes. The first is to provide a safe path for current flow in the event of a short circuit. The second is to provide a true “zero voltage” reference for the circuit.
Grounding a Heater for Safety To protect against any kind of insulation failure within a heater, exposed metal parts are connected to ground to prevent user contact with dangerous voltages. Typically this is accomplished by a properly rated conductor connected between the metal heater housing and a facility supplied ground connection, usually in a panelboard or electrical outlet. A ‘rated’ conductor is important because if the current does flow to ground the resistance must be low enough to prevent any significant voltage drop. Ideally, the path to ground is able to handle whatever current you supply it and remain at zero voltage potential. This is how ground safety is accomplished.
Voltage = Current * Resistance -or- V = I * R
If you size the ground conductor correctly it will have effectively zero resistance (R). The result is that regardless of the current (I) the voltage (V) will be essentially zero. It follows then, that even if you have your hand on the heater case, and there is a severe internal short producing a large ground current, there will be no voltage present on the heater case to harm you.
A word of caution: Just because you have the right size conductor and a solid connection to your ground point, there could still be a poor connection to ground further down the circuit. It is necessary to test, or at least consult with the responsible party, to know that the facility ground you are using is a good quality low resistance ground when you rely on it for personal safety.
Grounding for Signal Integrity There is a lot of confusion about ‘ground’ in this situation. To start with, remember that there is a critical difference between ‘zero voltage’ and ‘no voltage difference’, but they can both read zero on a meter. This often leads to the belief that ‘zero on a meter’, measured between any point and ground, is automatically referenced to ‘zero volts’ since one of the points was ground. But, this is not always the case because of the ground loop. In a ground loop, any ground current, even a small one leaking far away from where you are working, could set up a voltage on your ground circuit that will affect your signal integrity.
Caution: Typical ground loop voltages are fairly small and should only affect sensitive signals that are using ‘ground’ as a reference. If ground loop voltages are large then there are likely dangerous ground leaks in equipment and grounding safety could be compromised. Signal integrity is no longer the first concern.
Example: Imagine a large three-phase motor straining under a heavy load is connected by a thick copper strap to the same building ground you’re using. Let’s say that thick metal strap has a loose bolt connecting it and the motor has a small ground leak. You’re in another room testing a heater and measuring air temperature with a thermocouple that generates a tiny millivolt signal. Your thermocouple meter is plugged into the wall using the same ground that the motor is connected to. You will measure temperature but it may not be accurate.
Here’s why:
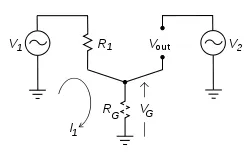
Ground Loop Illustration
The simplified circuit above shows how a ground loop works. Two circuits share a common connection to ‘ground’. Ideally, the ground conductor should have no resistance (RG = 0), so the voltage drop across it, (VG), should be zero. However, if the ground conductor has a significant resistance, like our loose strap connection, then RG will not be zero and together with R1, they will make a voltage divider. When our motor ground leak current (I1) is flowing through RG from circuit 1, a voltage drop VG = I1 * RG will occur and the ground connection of both circuits will no longer be at the actual ground potential. This voltage across the ground conductor will be applied to Vout, in our example the electrical outlet powering our meter, as some varying voltage greater than ground reference zero. So, circuit 1, our motor, can introduce interference through the ground into the power source of circuit 2 (Vout), the electrical outlet we have our sensitive meter plugged into.
One way to fix this: A common solution to ground loops is to use separate grounding systems for the typical components in an electrical system. The facility power grid ground is used for safety grounding of high current devices and an isolated, very low resistance ground system, is created specifically for use with sensitive signal equipment
Staying Grounded Remember that all incoming power must return to ‘ground’ somehow, whether by a planned or an unplanned path. Either way, there are consequences to the design of electrical grounding systems. Hopefully, these two illustrations underscore the need to treat the quality of grounding at least as seriously as we do the quality of incoming power.
General As the name suggests, a surface heater is a device that raises the temperature of a surface. Now in the world of heaters, surface heaters aren’t really very sexy – they often consist of little more than a few pieces of mica and some wire. But throw in a thermocouple or a diode and some creative geometry, and they can get down-right interesting. TUTCO-Farnam Custom Products creates a vast array of surface heaters serving a multitude of industrial needs. Surface heaters are generally constructed of flat pieces of mica cut (with a CNC machine) to a specified size and shape and wrapped with resistance ribbon. The ribbon is selected to produce the wattage and voltage required for the particular application. The wound core is then ‘sandwiched’ between two (2) mica covers to complete the heater. Additional pieces of mica are sometimes utilized to mount a thermocouple or to provide additional strength or insulation. An assembled surface heater is usually less than 0.060” thick.
Sizes and shapes Surface heaters vary greatly in size – from smaller than 4” X 4” up to as large as a full sheet of mica (38” X 46”). TUTCO-Farnam produces surface heaters in numerous shapes; most are square or rectangular, but they may be round, or even irregular in shape. The real beauty of these heaters is that the mica can be cut to any shape required to conform to the surface that the application specifies. Surface heaters have even been created to line the inside of a cylindrical form by using flexible mica – a surface heater in 3-D, so to speak!
The lead wires used to connect surface heaters normally exit the heater on the sides, but their placement varies to accommodate the heater application. Lead wire may exit flat (in the plane of the heater) or perpendicular to it, or at pretty much any orientation that best suits the application.
Common Uses TUTCO-Farnam surface heaters are utilized predominantly in the foodservice industry and in laboratory uses, but any application that requires a heat source in a limited space may benefit from a surface heater. In the foodservice industry these heaters provide concentrated, focused heat for warming plates or heating enclosures. In laboratories, made-to-order heat for hot plates is available in a large variety of sizes and shapes. Applied to the sidewalls and/or bottom of a container or enclosure, surface heaters will effectively heat the product or material inside. Another industry application that uses surface heaters almost exclusively is heat transfer presses.
Electrical Ratings A wide range of heater ratings is possible with surface heaters. Most TUTCO-Farnam surface heaters are built at 120 or 240 VAC, but heaters as low as 24 volts or as high as 600 volts have been constructed. It’s even possible to design for DC voltages in a surface heater. Dual voltage surface heaters are available as well, built with a series/parallel circuit with three leads. Wattages in surface heaters are as varied as the applications – limited largely by the surface area. 100W – 1500W are available in heaters up to 10” x 10”, and larger surface heaters may produce 4500W, or more.
Heat Distribution In most surface heaters, the heat is evenly distributed across the mica surface. However, in some applications, the heat concentration is required to be ‘zoned’ into regions of warmer and cooler areas. For example, a warming shelf with sides exposed to cooling air might need to have more heat concentrated along the sides and less in the middle (where it might overcook or dry out the food held there). TUTCO-Farnam Custom Products specializes in designing heaters to meet the specific parameters required for any application.
Mounting Considerations TUTCO-Farnam surface heaters can be mounted in any position without adversely affecting the performance of the heater. When attached they are pressed firmly against the surface they are to heat. Spaces (air gaps) between the heater and the surface make the heater less effective and can cause hot spots which may result in failure. The reverse side of the surface heater should be well insulated for optimum efficiency. It goes without saying that mica supported electrical devices and water are not compatible, so adequate steps are required to keep moisture away from the heater.
Summary TUTCO-Farnam Custom Products is proud to provide custom surface heaters for a wide variety of applications. If you have an unusual area, a limited space, or just any surface that you need to be heated, give us a call or tell us about your project in our online inquiry form. We’ll be glad to work with you to create a heater of the exact size, shape, and rating to fit your specific application.
For a typical convection air heating application, the air temperature and the volumetric air flow entering the heating element, and the power produced by the element are known or can be specified. The desired air temperature out of the heating element is achieved by commonly adjusting the power and/or the airflow. A first-order estimate of the air temperature leaving the element can be easily obtained using the formula below:
(1) P = m’cp(Tout−Tin)
Where:
P = power [Watts]
m’ = mass flow rate [kg/s]1
cp = specific heat of air at Tavg[J/kg*K]
Tavg = (Tout−Tin)/2 [K]
Tout = output air temperature [K]
Tin = input air temperature [K]
Taking a quick initial look at the basic convection heat transfer equation below (sometimes referred to as Newton’s Law of Cooling), it appears it would be relatively straight forward to determine the resistance wire temperature of an open coil heating element.
(2) q = Q/A = h(Twire−Tair)
Where:
q = convective heat flux [W/m2]2
Q = heat dissipated by convection [Watts]
A = convective surface area [m2]
h = heat transfer coefficient [W/m2*K]3
Twire= resistance wire temperature [K]
Tair= air temperature [K]
However, in a typical basic heat transfer textbook (DeWitt, 1981), what’s not presented at the beginning of a section on convective heating, is that ‘h’ is not a simple constant independent of temperature. ‘h’ is typically calculated from an empirical formula4, dependent on temperature, air velocity, and geometry. A review of any basic heat transfer textbook will have a list of various formulas for h (or Nusselt number, Nu, a dimensionless constant from which h can be calculated) for different geometries. For our problem of the open coil heating element, a formula for a helix shape or geometry is typically not included.
A formula for forced convection against a coil was originally published by Cjnacki (Hegbom, 1997). It is for coils with a Stretch Ratio ranging from 1.3 – 5, and is of the form:
(3) Nu = C = CRen
Where:
Re = Vd/v = Reynolds number5
Nu = hd/λ= Nusselt number
V = air velocity [m/s]; valid range 2-22 m/s
d = wire diameter [m]; valid range 1-4mm
v = kinematic viscosity of air [m2/s]
h = heat transfer coefficient [W/m2*K]
λ = thermal conductivity [W/m*K]
Twire = resistance wire temperature [°C]; valid range 200-800°C
Tair = air temperature [°C]; valid range 200-800°C
Solving for h yields:
(4) h = (λ/d)C(Vd)n
To determine c and n:
Te = (273+Twire)/(273+Tair)
lg(R1) = 3.368 − (0.278)Te
if < R1: C = [1.725](Te−3.328); n = 0.64 – (0.07)Te
if > R1: C = [1.84](Te−4.25); n = 0.74 – (0.07)Te
As the wire temperature increases, the heat dissipation due to radiation becomes more prominent and must be accounted for as well.
Power = I2R = Powerconvection + Powerradiation
For an open coil element, the radiation heat dissipation is undesirable, since the majority of the radiated heat is lost to the surroundings, and not into the airflow we are trying to heat.
Let’s now work through an example to show how the formula can be used to estimate wire temperature. We will assume radiation is negligible for this case.
For a given heater application we know:
Tair = 200°C
16 ga. resistance wire is used: d = .0508 in. = 1.291 mm
q = 30 W/in2
V = 15 m/s
With the ubiquitous availability of spreadsheet computing power, I found the most productive approach to be:
Estimate the wire temperature, Twire
Calculate the heat transfer coefficient using equation (4)
With equation (2), calculate q, the convective heat flux or watt density
Compare the difference with the known coil watt density. For the next iteration adjust the estimated wire temperature, Twire until the two values of q are approximately equal.
For the above conditions, iteration using a spreadsheet yielded the following result.
ESTIMATED
CALCULATED
KNOWN
Twire
Watt Density, q[W/in2]
Watt Density, q[W/in2]
400
40.97
30.00
375
35.69
30.00
350
30.46
30.00
349
30.25
30.00
348
30.04
30.00
The estimated resistance wire temperature = 348°C.
In conclusion, the above procedure can be used to estimate the resistance wire temperature of an open coil element when conditions are known to be predominately convective. This calculation is somewhat tedious even with the use of a spreadsheet, but once the spreadsheet is set up, future calculations are relatively straightforward. It also demonstrates the need for a thorough search of the literature for equations suitable for the conditions found with open coil elements. To date, I have not seen similar formulas that are applicable for open coil heating elements and would be delighted to hear from you to discuss, share information, thoughts regarding this. The development of more wide-ranging formulae overall would be of benefit to a wide range of industrial and commercial applications.
1Volumetric flow rate can be converted to a mass flow rate if the inlet air pressure (often p ≈ 1 atm) and the inlet air temperature are known.
2Convective heat flux is often referred to as the “watt density” with units of Watts/in2 in U.S.
3The heat transfer coefficient is sometimes referred to as the film coefficient as well.
4The implication being there is not a unified theory for convective heat transfer. Data is collected from experiment, and a formula is developed to fit the data
5Nu and Re are based on the characteristic length of wire diameter, d.
DeWitt, I. (1981). Fundamentals of Heat Transfer. New York: John Wiley & Sons, Inc.
Diepholz, D. (2013, January). SCFM, CFM What’s the difference? Retrieved July 18, 2013, from www.farnam-custon.com: http://www.farnam-custom.com/library/engineertalk/scfm-cfm-whats-the-difference
Hegbom, T. (1997). Integrating Electrical Heating Elements in Appliance Design. New York, New York: Marcel Dekker.
Wattage In the design of a custom open coil heating element, several factors need to be considered when selecting the optimum coil(s) for an application. First, the watts, volts, and resistance must be determined for each coil in the heater. Typically, the line voltage is specified by the customer and/or end-user. The total wattage is calculated using the amount of airflow (SCFM) and the temperature rise (∆T) desired. (W=SCFM∙∆T /3 ) The wattage of each coil is the total wattage divided by the number of coils in the circuit. Most heaters use identical coils throughout the circuit to ensure that the load is balanced.
Voltage The voltage across each coil is determined by the circuit used. A single-phase heater will ‘see’ full line voltage unless some of the coils are in series. A three-phase heater is the same if it is wired as a delta circuit. A wye (star) circuit will ‘see’ only 57.7% of the full line voltage on each leg. If there are two coils in series on the legs, the voltage each ‘sees’ will be one half of the voltage on the leg.
Resistance The resistance is calculated using Ohm’s Law (R = V2/W). The result is Rhot. But Rhot is the resistance of the wire when it’s hot. Resistance increases with temperature, so compensation must be made to get Rcold. Rcold is the resistance when at room temperature. The various alloys have different temperature factors (T.F.) from hot to cold. We generally use a T.F. of either -3% or -5% to figure Rcold from Rhot depending on the alloy. For example, a 1000W 120V heater would have a Rhot of 14.4Ω. (120V2/1000W=14.4Ω) Using -5% T.F. will result in Rcold of 13.68Ω. (14.4Ω x .95 = 13.68Ω)
Detailed Specifications and Coil Geometry
Alloy The next thing to be determined is which alloy to use for the resistance wire. Each alloy has different properties that need to be considered for each application. Some alloys are stronger at high temperatures, some resist oxidation better at high temperatures, and some have non-magnetic properties.
Dimensions The coil designer must now fit the coil to the heater frame he will use. This allows him to calculate how long each coil must be, and this is called the Stretch Length (S.L.). A coil usually exits the coiling machine with the coil completely ‘closed’, with each wrap of the coiled wire against one another. When the coil is stretched it will open up so that the wraps are not touching. The amount it opens is referred to as the Stretch Ratio (S.R. = Stretch Length/Closed Length). Stretch Ratio is the geometric pitch from one coil wrap to the adjacent one, expressed in units of the wire diameter. A closed coil (not stretched) has an S.R. of 1.00. An S.R. of 2.00 has a Space Between Turns (S.B.T.) equal to one diameter of the wire. A properly designed coil will have its stretch ratio between the minimum and maximum values necessary for that type of heater, usually between 2.5 and 4.0. This allows the air to circulate around the wire for better heat transfer.
The I.D. of the ‘donut’ bushings used to support the coil, in a duct heater, for instance, determines the maximum O.D. for the coil. The O.D. is controlled by specifying a suitable arbor on which to wind the coil.
Wire Gauge The wire gauge selected has even more properties to consider, such as “the finer the wire, the higher the resistance”, measured in Ω/ft. Using a finer wire increases the watt density (W/In2) for a given O.D. The arbor to wire ratio (A/W) will get larger with a finer wire. If the A/W ratio is too large, the coil will be too flimsy and will sag. If it’s too small the coil will be too stiff to stretch, and will also be more difficult to wind onto the heater frame.
We have produced thousands of open coil heater designs used in a wide range of applications and industries around the world. Contact us about your next project and see what Tutco-Farnam can manufacture for you.
At TUTCO-Farnam Custom Products, we manufacture many different types of heating products. These heaters are used in all sorts of applications. One of our standard heaters is the Cool Touch 200 (CT200). These Cool Touch heaters are part of the Heat Torch family, which are offered in a variety of diameters. For example, the CT200 has a tube diameter of 2.0 inches. This family of heaters is ideal for rapidly heating inline air, and the internal open coils provide efficient heat transfer through direct resistance coil contact with the airflow. The Cool Touch option of the Heat Torch family is a highly efficient choice. They minimize heat loss resulting in a much cooler outer skin temperature which can keep the user safe and the product from being a hot surface. (Note: High skin temperatures can be present at the exhaust end of the heater.) What keeps the stainless steel shell of the heater so cool is what is called a triple pass arrangement. The triple-pass arrangement first directs the input airflow along the inside diameter of the 2-inch tube. For the second pass, the flow then reverses direction back towards the inlet. Any heat escaping radially is reintroduced back into the airflow in these first two passes. After the input air has completed its first two passes, it is then forced directly over the resistance coils within the ceramic core, efficiently heating the air. If you need a heater with rapid response and are in an environment where the outer surface of the heater cannot be too hot then the Cool Touch is what you’re looking for!
Now enough with all the technicalities of the Cool Touch heater, let’s see if we can lighten things up a little. As mentioned previously, our heaters are used in many applications, but no one has ever asked us, “Can we scramble an egg with one of our heaters?” I decided to investigate this myself to see what I could come up with. The reasoning behind how I came up with the idea was that our heaters and the top of an electric stove have a lot of similarities. Both contain resistive coils, which when supplied with a voltage dissipate energy in the form of heat. The main difference between the two is that the Cool Touch heater will heat the pan via airflow (convection), whereas a range top heats the pan from direct contact with the element (conduction and radiation). With this difference in mind, I figured I could more effectively scramble an egg much quicker because I wouldn’t have to wait and sit the pan on the element, but instead let the airflow bring the heat to the pan. The optimal temperature to scramble an egg is about 300°F, which is the medium setting on an electric stove. With this in mind, I decided to see if I could speed things up a little by increasing that temperature up to about 700°F. To achieve this temperature I used one of our standalone controllers, the Control Cube, in combination with the Cool Touch heater. Once I had my heater set-up, a pan, a can of pam, and an egg I was in business!
Conclusion As you observed from the video the Cool Touch in combination with the Control Cube easily scrambled an egg in seconds. Heating the pan using convection helped me achieve the goal of scrambling quicker than the conventional way of using a stovetop. Once I had added a little salt and pepper those scrambled eggs were mighty delicious, Mmmm Good!